
Ремонт эмалированного покрытия и оборудования

Ремонт эмалированного покрытия и оборудования
Повреждение эмалированного покрытия, даже самое незначительное, например, "игольчатое" отверстие, напрямую влияет на срок службы эмалированного оборудования! Чем раньше обнаружена проблема и своевременнее произведен ремонт, тем проще процесс и лучше результат. В противном случае, с увеличением коррозии, эффективность ремонта снижается. Методы ремонта эмалированного оборудования зависят от степени и характера повреждений. Ремонт эмалированных покрытий делится на механический и органический. Ниже приведены распространённые методы ремонта.
① Механический ремонт эмалированных покрытий
Механический ремонт эмалированных покрытий является традиционным, успешным и надежным методом, который может гарантировать эксплуатационные характеристики продукции.
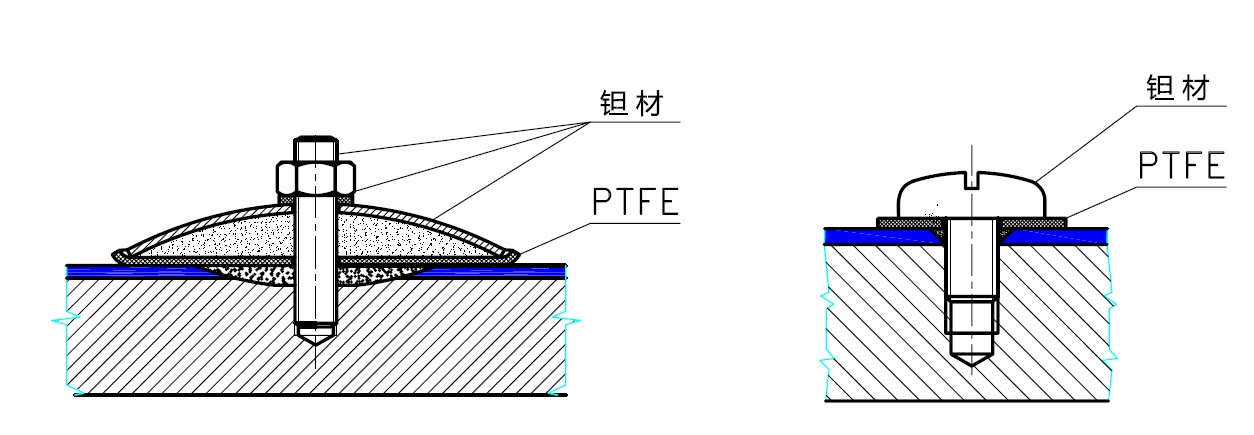
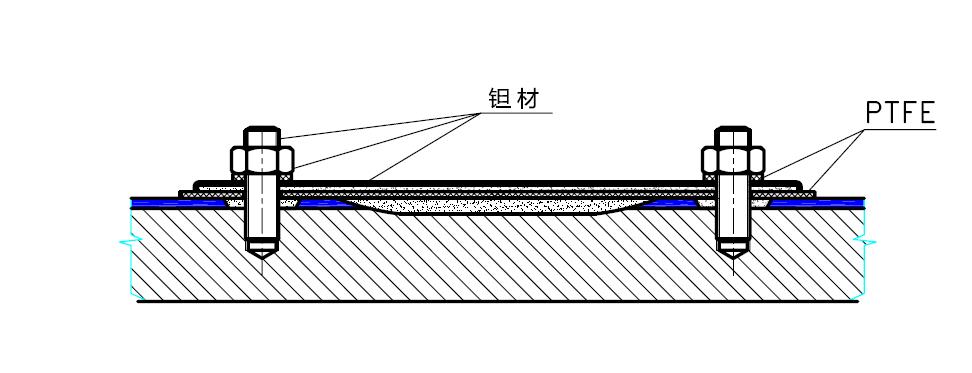
Метод ремонта с использованием металла тантала + FDFE на месте:
Тантал и FDFE обладают антикоррозионными свойствами, сопоставимыми с эмалированным покрытием. Металл тантал стабилен в условиях комнатной температуры воздуха и обладает хорошей пластичностью при низких температурах. Тантал играет незаменимую роль в ремонте эмалированных покрытий, передаче сигналов внутри оборудования и предотвращении локального статического электричества. Обычно применяется для участков площадью 10–100 мм. (Однако при средних температурах (около 150°C) тантал может подвергаться воздействию фтора, плавиковой кислоты, триоксида серы (включая дымящую серную кислоту), сильных оснований и некоторых расплавленных солей.)
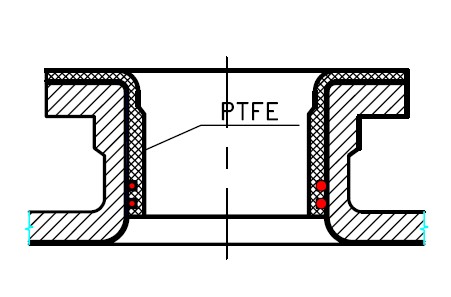
Метод ремонта горловин с использованием втулок FDFE на месте:
Материал FDFE способен выдерживать воздействие всех сильных кислот, сильных окислителей, восстановителей и различных органических растворителей, за исключением расплавленных щелочных металлов, фторсодержащих сред и гидроксида натрия при температуре выше 300°C. FDFE обладает изоляционными свойствами, износостойкостью, стойкостью к давлению и рабочим температурным диапазоном от -190°C до 232°C. Это один из предпочтительных материалов для ремонта эмалированного оборудования. Втулки из FDFE изготавливаются в соответствии с фактическими размерами горловины и вдавливаются в нее, чтобы восстановить поврежденный участок облицовки. Диаметр ремонтируемых горловин составляет DN80–300 мм.
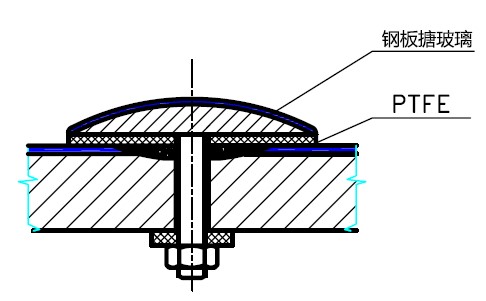
Метод ремонта с использованием стальной пластины с эмалированным покрытием + FDFE на месте:
Для больших повреждений на корпусе и дне резервуара можно использовать метод ремонта с применением стальной пластины с эмалированным покрытием и FDFE на месте. Преимуществом данного метода является обеспечение соответствия ремонтного участка коррозионно-стойкому покрытию эмалированного оборудования, максимальный диаметр ремонтируемого участка может достигать 100 мм. Однако данный метод имеет недостатки: при ремонте участков с криволинейными поверхностями (например, торцов резервуаров) существует риск; для сосудов под давлением данный метод является разрушительным. Для среды с крайне высокой опасностью и давления ≥0,4 МПа данный метод не рекомендуется.
ПРИМЕЧАНИЕ: Методы ремонта эмалированной стали + FDFE на месте должны выполняться организацией, имеющей соответствующую лицензию на производство или ремонт.
② Ремонт эмалированных покрытий с использованием металлического ремонтного состава
Металлический ремонтный состав представляет собой краткосрочное решение, предназначенное для временного ремонта эмалированных покрытий. Его использование не рассчитано на долгосрочную эксплуатацию. Этот метод применяется в случае повреждений в сложных участках эмалированного оборудования или при значительных повреждениях, когда механический ремонт невозможен. Выбор ремонтного состава должен основываться на характеристиках эксплуатации эмалированного оборудования (температура, давление) и свойствах рабочей среды (коррозионная агрессивность). После использования ремонтного состава необходимо убедиться, что он отвечает требованиям безопасности и качества реакционной среды.
③ Ремонт эмалированного покрытия
Если эмалированный слой оборудования подвергся серьезной коррозии, а внутренний сосуд или рубашка не соответствуют технологическим требованиям, оборудование должно быть направлено производителю для ремонта сосуда и повторного нанесения эмалированного покрытия.
 Термическая Обработка Эмалиров
Термическая Обработка Эмалиров
 Как определить степень поврежд
Как определить степень поврежд
 Как выбрать производителя фарм
Как выбрать производителя фарм
 Рекомендации по установке и эк
Рекомендации по установке и эк